Wir verfügen über das Drückwalzen und alle konventionellen Umformverfahren wie Schneiden, Stanzen, Lochen, Tiefziehen, Biegen, Bördeln und Sicken. Dadurch ist es möglich, die für ihren Bedarfsfall optimale Umformtechnologie oder eine entsprechende Kombination verschiedener Technologien mit hoher Effektivität anzuwenden.
Zum vertikalen Drückwalzen gehört das Formdrücken Dabei wird aus einem kreisrunden Blechzuschnitt ein rotationsymmetrischer Hohlkörper gefertigt. Der Dorn stellt dabei die Bauteilinnengeometrie des Bauteils dar.
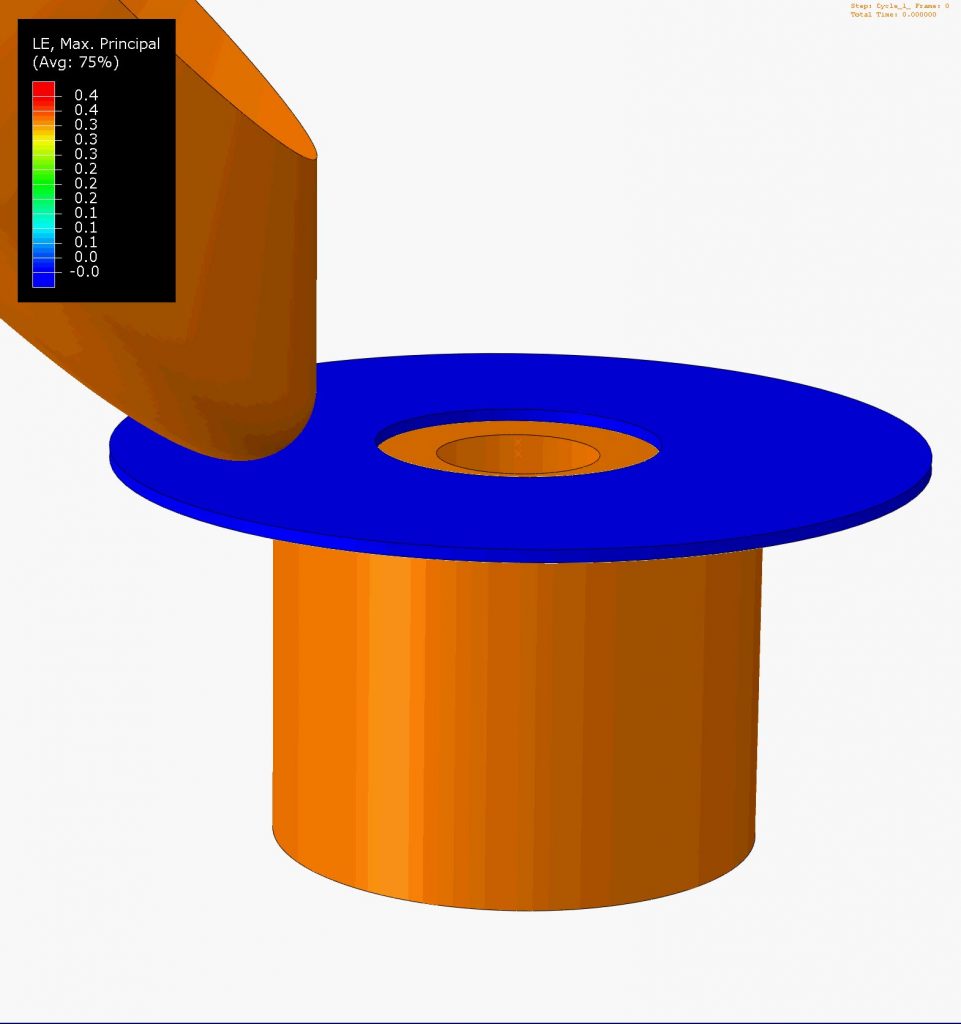
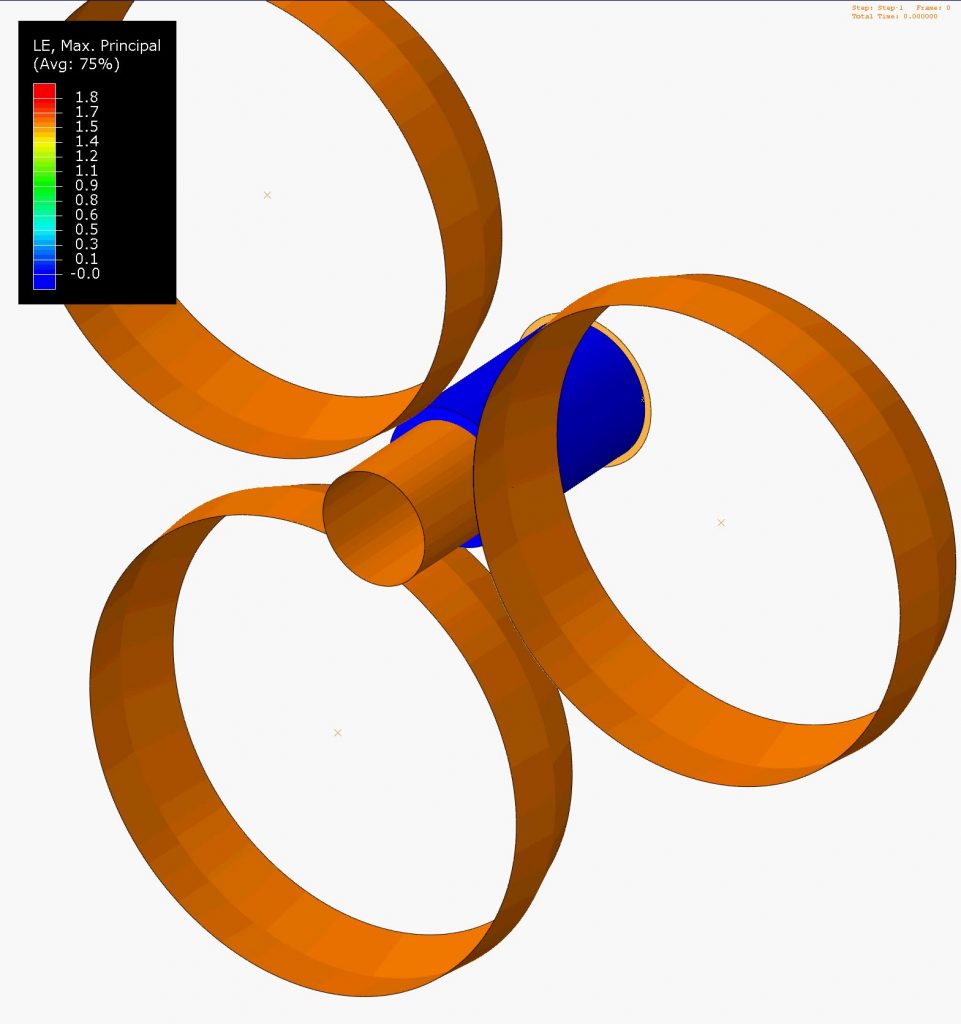
Das horizontale Drückwalzen ist ein Fließdrückverfahren oder auch unter Streckdrücken bekannt. Der Ausgangsrohling ist ein vorgeformter Topf oder dickwandiges Rohr. Das Material wird mit hohem Druck zum Fließen gebracht. So werden mit dem Verfahren präzise und besonders stabile nahtlose Hohlkörper, wie z.B. Behälter, Rohre, oder Gehäuse gefertigt.
Zum vertikalen Drückwalzen gehört das Projizierdrücken. Dabei wird aus einem kreisrunden Blechzuschnitt ein rotationsymmetrischer Hohlkörper gefertigt. Der Dorn stellt dabei die Bauteilinnengeometrie des Bauteils dar.
Wir sind Spezialist für die umfassende Anwendung der Drückwalztechnologie und erschließen für ihren speziellen Anwendungsfall alle Vorteile dieses Verfahrens und verfügen über das horizontale und vertikale Drückwalzen.
Horizontales Drückwalzverfahren
Die Leistungen des horizontalen Drückwalzens werden mit einer CNC-gesteuerten Dreiwalzen-Fließdrückmaschine für zylindrische Bauteile mit einem Durchmesser von 30 bis 340 mm, einer maximalen Bauteillänge 1.150 mm und einen Blechdickenbereich zwischen 0,2 und 8 mm realisiert. Die Fertigung ermöglicht eine Herstellung von sehr schlanken Bauteilen mit einem außergewöhnlich großen Längen/Durchmesser-Verhältnis. Beim horizontalen Drückwalzen werden tiefgezogene, topfförmige, rotationssymmetrische Bauteile aus allen kaltumformbaren Werkstoffen abgestreckt. Das Material aus der Mantelfläche wird zum „fließen“ gebracht und in die gewünschte Länge gedrückt. Die nach diesem Verfahren hergestellten Blechformteile besitzen vielfältig gestaltungsfähige Flansche und Böden zur konstruktiven Einbindung und werden hohen Genauigkeitsanforderungen gerecht.
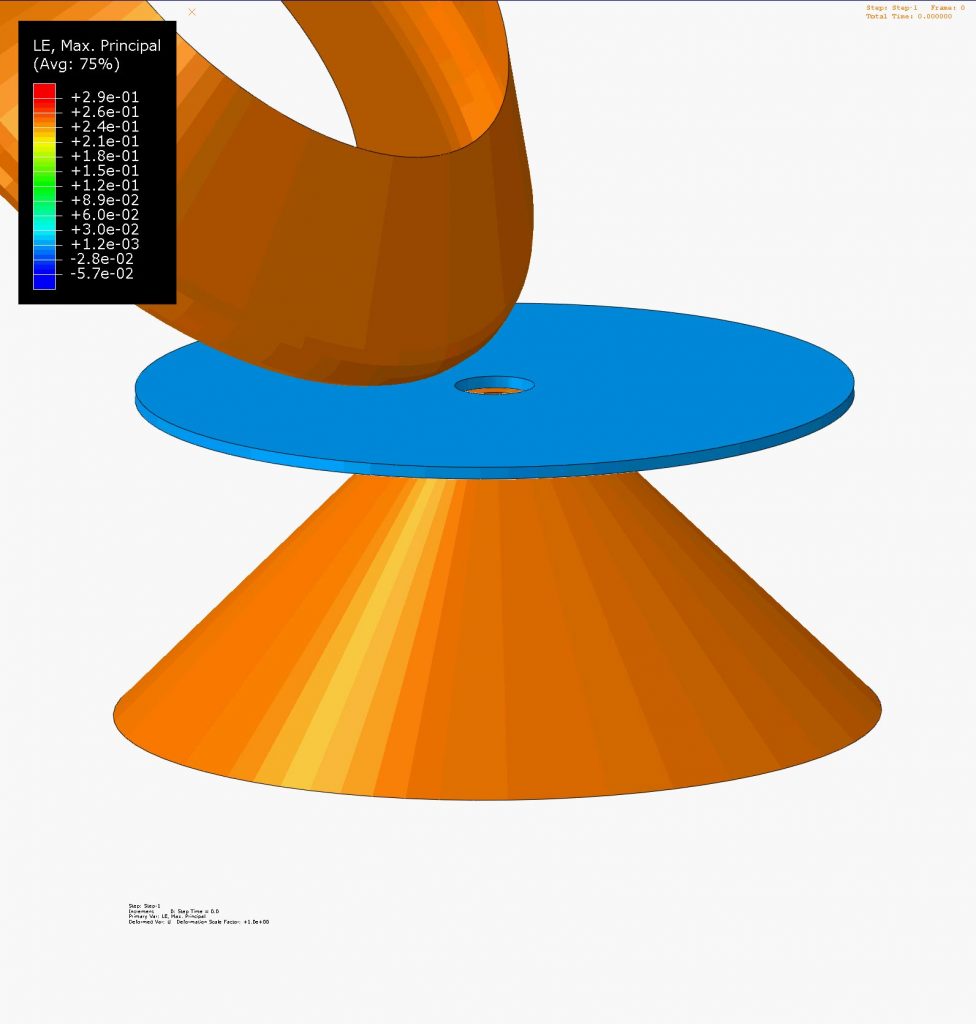
Vertikales Drückwalzen
Die Technologie des vertikalen Drückwalzens ist eine Erweiterung des horizontalen Drückwalzens in Verbindung modernster Technik. Mit der Verfügbarkeit eines vertikalen 6-Achsen-CNC Drückwalzzentrums wird die Fertigung aller rotationssymmetrischen Werkstückgeometrien ermöglicht, wie z. B. zylindrische und kegelförmige Bauteile durch die Verfahren Formdrücken, Projizierdrücken und Abstreckdrücken. Mit den drei separaten ansteuerbaren Supporten und Drückkräften bis 175 kN/Support können Bauteile mit Werkstückstückdurchmessern von 50-900 mm und einer max. Bauteillänge von 1800 mm sowie einem Blechdickenbereich von 0,2-20 mm hergestellt werden.
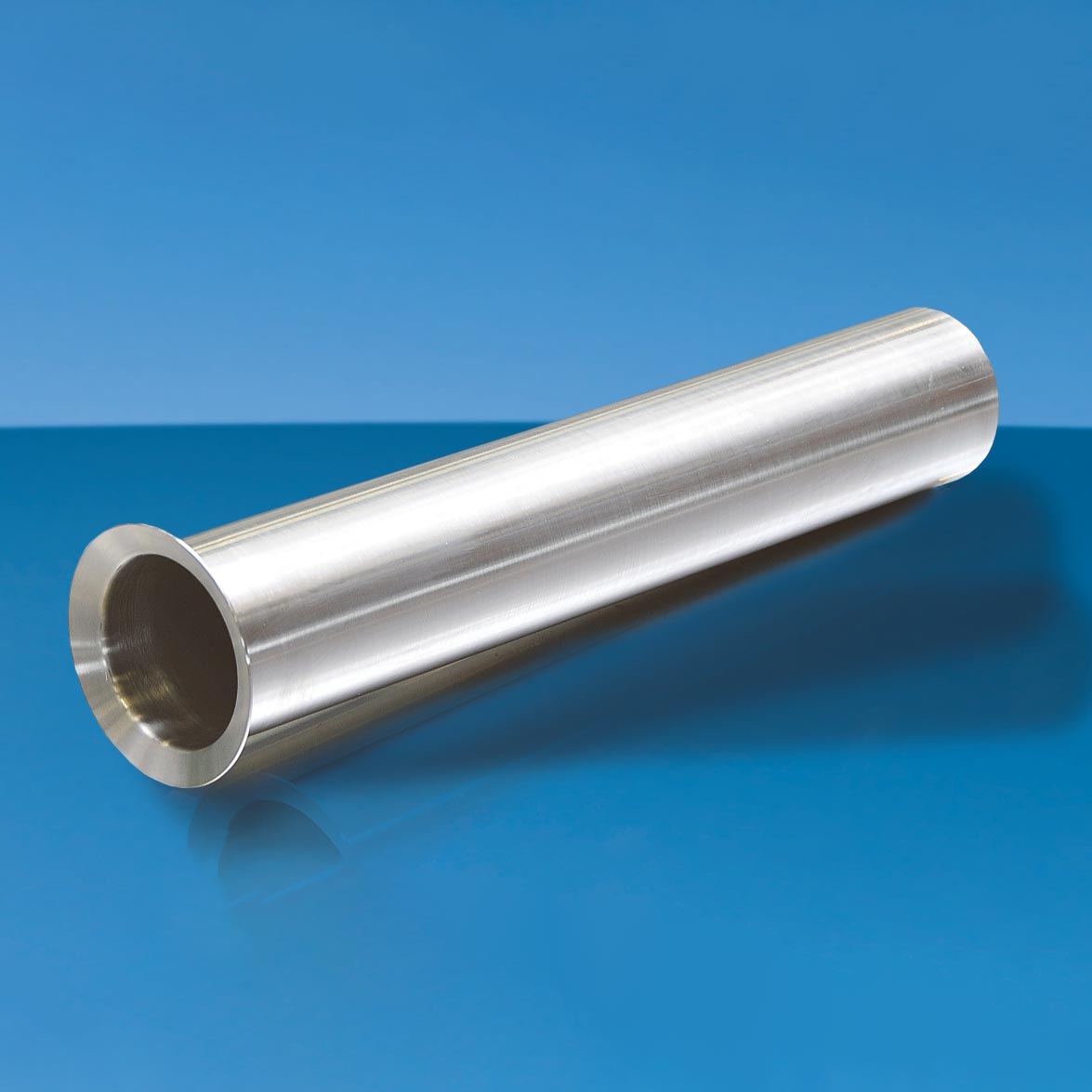
Drückwalzteile
Bauteilkomplettierung
Zur Herstellung der einbaufertigen Bauteile mit hoher Flexibilität und kurzen Lieferzeiten stehen entsprechende Kapazitäten zur Verfügung, die sowohl das mechanische Finishen, verschiedene Schweißverfahren, die Ergänzung von Nebenformelementen als auch die Montage zu Baugruppen ermöglichen.
Für Prozesse, wie Beschichten, Galvanisieren, Farbspritzen, Erodieren, Wärmebehandlungen, Laserschneiden oder –schweißen stehen langjährig erprobte und qualifizierte Kooperationspartner zur Verfügung.
Alle für ihre Bauteile relevanten erforderlichen Werkzeuge und Vorrichtungen werden in unserem Hause konzipiert, konstruiert, hergestellt und erprobt. Danach erfolgt die kontinuierliche erforderliche Wartung und Instandhaltung. Dadurch garantieren wir eine dauerhafte einwandfreie und qualitätsgerechte Fertigung der Bauteile und kurze Lieferzeiten.